
1. 서론: SMAW의 정의는?
현장에서 가장 많이 사용하는 용접법인 SMAW(Shielded Metal Arc Welding)는 흔히 ‘피복 아크 용접’ 또는 ‘수동 용접’으로 불리는 가장 대표적인 용접 방식이다. 이 용접법의 핵심은 피복재(Flux)가 겉부분을 감싸고 있는 소모성 용접봉과 모재 사이에 전기적 아크를 발생시키는 것이다. 아크의 강력한 열(약 3,500°C~5,000°C)이 용접봉과 모재를 녹여 ‘용융지(Weld Pool)’를 형성하고, 이것이 굳으면서 강력한 접합이 이루어진다. 현장 Field Engineer나 용접 Supervisor로 일할때, 가장 많이 접한 용접법이 SMAW 용접이다. 현장에서 가장 많이 사용되는 재료가 일반 Carbon Steel, Low Alloy등인데, 대부분 이 용접법을 사용한다. 이번 글에서는 SMAW의 원리부터 피복제 역할, 용접봉 종류등에 대해 자세히 알아보고자 한다.
2. SMAW의 원리
SMAW는 말 그대로 바깥쪽이 Flux로 피복 처리된 금속제 용접봉(Shielded metal)을 이용하여 외부 가스의 공급없이 자체 Flux에서 발생한 가스에 의해 용접부를 보호하고 아크를 발생시켜서 용접을 진행하는 용접 방식을 말한다.
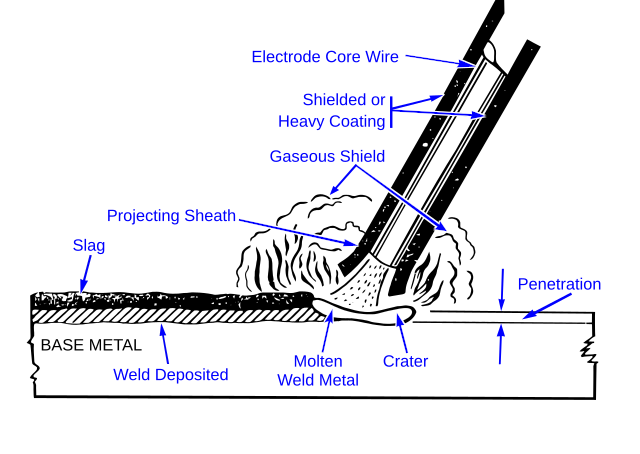
SMAW 원리, 이미지 출처: Wikimedia Commons (Public Domain)
* SMAW의 구성 요소와 역할
- 용접 전원 (Power Source): 주로 정전류(CC) 특성을 가진 전원을 사용하여 아크 길이에 변화가 생겨도 전류를 일정하게 유지한다.
- 피복 용접봉 (Electrode): 금속 심선 외부에 피복재가 발라져 있다. 이 피복재는 연소하면서 보호 가스를 생성하여 대기 중의 산소와 질소로부터 용융 금속을 보호하고, 불순물을 제거하는 탈산 작용을 한다.
- 슬래그(Slag): 용접 후 표면에 형성되는 비금속 물질로, 용접부가 급냉되는 것을 방지하고 산화를 막아주는 보호막 역할을 한다.
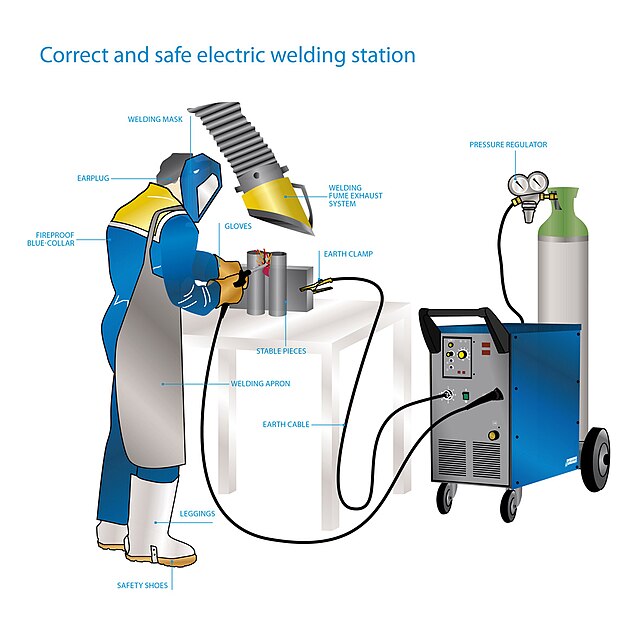
이미지 출처: Cierrex, Wikimedia Commons
3. 피복 용접봉: 피복재(Flux)의 5가지 핵심 역할
SMAW에서 용접봉의 금속 심선(Core Wire)만큼 중요한 것이 바로 겉을 감싸고 있는 피복재(Flux)이다. 피복재는 단순히 타버리는 재료가 아니라, 용접부의 품질을 결정짓는 다음과 같은 공학적 역할을 수행한다.
- 강력한 보호 가스 생성 (Shielding):피복재가 아크 열에 의해 연소하면서 일산화탄소(CO), 이산화탄소(CO2), 수소(H2) 등의 가스를 발생시킨다. 이 가스가 아크 주위를 감싸 대기 중의 산소와 질소가 용융 금속으로 침투하는 것을 차단하여 산화 및 질화 현상을 방지한다.
- 슬래그(Slag) 형성 및 보호:녹은 피복재는 액체 금속보다 가벼워 용융지 표면으로 떠오르며 슬래그 층을 만든다. 이 슬래그는 용접 비드가 서서히 식도록 급냉을 방지(냉각 속도 제어)하고, 공기와의 접촉을 2차적으로 차단하여 매끄러운 비드 표면을 형성한다.
- 아크 안정화 (Arc Stabilization):피복재 성분 중 이온화되기 쉬운 물질(칼륨, 나트륨 등)이 포함되어 있어, 전류가 흐를 때 아크가 끊기지 않고 일정하게 유지되도록 돕습니다. 이는 특히 초보 작업자나 불안정한 전원 환경에서 매우 중요한 요소이다.
- 금속 원소 보충 및 탈산 작용 (Deoxidizing):용착 금속의 성질을 개선하기 위해 합금 원소(Mn, Si 등)를 직접 공급하기도 한다. 또한, 금속 내의 불순물과 결합하여 슬래그로 배출시키는 탈산 및 정련 작용을 통해 용접부의 기계적 성질(인장 강도, 충격치 등)을 향상시킨다.
- 전기 절연 및 집중성 향상:용접봉 측면의 피복재는 전기적으로 절연체 역할을 하여 아크가 측면으로 새지 않고 끝단에 집중되도록 합니다. 또한, 피복재가 심선보다 약간 늦게 녹으면서 끝부분에 컵(Cup) 모양의 오목한 공간을 형성해 아크의 직진성을 높여준다.
4. 피복재 성분에 따른 주요 용접봉 종류 (AWS/KS 분류)
용접봉의 피복재 성분에 따라 아크의 특성, 작업성, 그리고 용접부의 기계적 성질이 완전히 달라다. 현장에서 가장 많이 쓰이는 5가지 타입을 중심으로 정리했다.
- 고셀룰로오스계 (High Cellulose Type – AWS E6010 등), 중성(약산성)
- 성분 특징: 피복재의 약 30% 이상이 셀룰로오스(섬유소)로 구성되어 있다.
- 작업 특성: 연소 시 강력한 가스를 발생시켜 아크의 분사력이 매우 강하고 용입(Penetration)이 깊다.
- 주요 용도: 파이프 라인의 초층(Root pass) 용접이나 강력한 용입이 필요한 수직 하향 용접에 주로 사용된다. 다만, 수소 함량이 높아 균열 민감도가 있는 후판에는 주의가 필요하다.
- 고산화티탄계 (High Titania Type – AWS E6013 등),산성
- 성분 특징: 산화티탄(TiO2)을 주성분으로 한다.
- 작업 특성: 아크가 매우 안정적이고 스패터(Spatter)가 적어 비드(Bead) 외관이 매우 매끄럽고 아름답습니다. 슬래그 박리성(잘 떨어지는 성질)도 뛰어나다.
- 주요 용도: 박판 용접, 경구조물, 일반 기계 부품 등 외관 품질이 중요하고 큰 강도가 요구되지 않는 일반 작업에 가장 널리 쓰인다. (초보자도 다루기 쉬운편임.)
- 저수소계 (Low Hydrogen Type – AWS E7016, E7018 등), 염기성
- 성분 특징: 탄산칼슘과 불소석을 주성분으로 하며, 수소 함량을 극도로 낮춘 타입임.
- 작업 특성: 용착 금속의 인성(Toughness)과 연성이 매우 우수하며, 저온 균열 방지 효과가 탁월하다. 아크는 다소 거칠고 다루기 까다롭지만, 가장 신뢰성 높은 용접 결과를 보여준다.
- 주요 용도: 고압 용기, 교량, 선박 등 중량 구조물이나 고장력강 용접에 필수적이다. (사용 전 반드시 건조기에서 건조 후 사용해야 제 성능이 나옴.)

중요 구조물 용접 시 저수소계 용접봉 관리는 품질의 핵심이다. 특히 습기를 먹은 용접봉을 그대로 사용하면 기공(Porosity)이나 저온 균열의 원인이 되므로, 반드시 용접봉 건조기(Oven)를 사용하는지 확인해야 한다. 현장에서 용접관리자가 건조기를 대충 사용하는 용접그룹을 보면 가차 없이 ‘Hold’를 걸었던 기억이 난다.
- 일미나이트계 (Ilmenite Type – KS E4301), 중성
- 성분 특징: 일미나이트(FeTiO3)를 주성분으로 하며, 한국 용접 현장의 ‘터줏대감’ 같은 존재이다.
- 작업 특성: 고산화티탄계와 저수소계의 중간적인 성질을 가진다. 작업성도 양호하고, 용착 금속의 기계적 성질도 준수하여 밸런스가 매우 좋다.
- 주요 용도: 일반 구조물, 선박, 교량 등 광범위하게 사용된다. 특히 살 올리기 용접(Fillet)에서 비드 모양이 좋아 현장에서 아주 선호하는 타입이다.
- 라임티탄계 (Lime Titania Type – KS E4313), 산성
- 성분 특징: 석회석(Lime)과 산화티탄(Titania)을 혼합한 피복재를 사용한다.
- 작업 특성: AC(교류)와 DC(직류) 모두에서 아크 안정성이 탁월하다. 슬래그 박리성이 매우 좋고, 스패터가 적어 초보자도 다루기 쉽다.
- 주요 용도: 수직 상향(Vertical Up)이나 머리 위(Overhead) 용접 같은 올 라운드(All-position) 작업에 매우 유리하다. 가정용이나 간단한 보수 용접에서도 인기가 많다.
AWS 규격에서 E7016의 앞 두 자리 숫자 ’70’은 용착 금속의 최소 인장 강도가 70,000psi (약 490MPa)임을 의미한다. 이는 일반적인 구조용 강재보다 높은 강도를 보장한다는 뜻이다. 그런데, E4301은 KS/JIS 규격이라서 ’43’은 인장 강도가 최소 43kgf/mm2 이상임을 의미하며, 이를 psi 단위로 환산하면 약 61,000 psi 정도가 된다. 미국 규격(AWS)은 psi 단위를 쓰고, 한국/일본 규격은 kgf/mm2 단위를 쓰는 차이가 있다.
5. SMAW의 주요 장단점 및 고려사항
1) 장점
- 최고의 휴대성과 범용성: 별도의 보호 가스 실린더(가스통)가 필요 없어 고소 작업, 야외 현장, 좁은 장소에서도 제약 없이 작업이 가능하다.
- 경제성: 장비 구조가 단순하여 초기 투자비와 유지보수 비용이 매우 저렴하다.
- 환경 저항성: 가스 보호 방식(TIG, MIG)과 달리 바람이 부는 야외에서도 보호 가스가 날아갈 걱정 없이 작업할 수 있다.
2) 단점 및 고려사항
- 낮은 생산성: 용접봉이 소모될 때마다 교체해야 하며, 용접 후 반드시 슬래그를 제거해야 하므로 연속 작업 시간이 짧다.
- 작업자 숙련도 의존: 아크 길이를 수동으로 정밀하게 제어해야 하므로, 작업자의 숙련도에 따라 기공(Porosity)이나 슬래그 혼입(Slag Inclusion) 같은 결함 발생률이 달라진다.
6. 마치며: 기본이 곧 실력인 SMAW
SMAW는 용접 기술 중 가장 오래된 방식 중 하나이지만, 여전히 전 세계 건설과 플랜트 현장 및 유지보수에서 가장 많이 사용되는 대체 불가능한 위치를 차지하고 있다. 수많은 자동 용접 기술이 발전하고 있음에도 불구하고, SMAW를 제대로 이해하는 것은 모든 용접 공학의 기초를 다지는 것과 같다고 생각한다. 아크의 소리와 용융지의 움직임을 눈으로 익히는 가장 기본적인 SMAW 용접이야말로, 고난도 특수 용접으로 나아가기 위한 용접사나 엔지니어의 가장 강력한 학습무기일 듯 하다. 현장 상황에 맞는 적절한 용접봉 선정과 정밀한 전류 제어, 이 두 가지만 제대로 기억한다면 SMAW는 가장 경제적이면서도 신뢰할 수 있는 용접 솔루션이 될 것이다.
- 현장 기술사의 Insight: SMAW는 ‘슬래그(Slag)와 야금학적 반응’의 제어 기술이다
=>현장 실무에서 SMAW의 핵심은 단순히 금속을 녹이는 것이 아니라, 피복제가 연소하며 생성하는 슬래그와 보호 가스를 통해 용융 금속의 품질을 어떻게 확보하느냐에 있다. 엔지니어는 현장에서 용접봉 선정 시 단순히 강도만을 보는 것이 아니라, 피복제의 계통(일미나이트계 E4301, 고산화티탄계 E4313 등)에 따른 작업성과 기계적 성질의 균형을 정확히 알고 있어야 한다. 예를 들어, E4301은 전 자세 용접이 용이하고 균열 저항성이 우수하여 범용성이 높지만, 정밀한 품질이 요구되는 후판 구조물이나 고장력강 용접에서는 저수소계를 채택하여 용존 수소량에 의한 저온 균열을 원천 차단하는 공학적 판단이 필수적이라 할 수 있다. 결국 SMAW는 장비의 첨단화보다 재료의 야금학적 특성을 이해하고, 현장 여건에 최적화된 ‘봉(Rod)’을 선택하여 변수를 제어하는 엔지니어의 통찰력이 중요한 용접법이라 할 수 있다.
- 참조자료: 위키백과_용접
GTAW(TIG)용접과 GMAW(MIG) 용접관련해서는 이 블로그의 다른편을 참조하기 바랍니다.
ⓒ 2026 Material-Welding-PE.com All rights reserved. 본 콘텐츠의 저작권은 저자에게 있으며, 출처를 밝히지 않은 무단 전재를 금합니다.