
1. 서론
필자는 지르코늄(Zirconium) 용접의 Supervisor로 1년간 중동 현장에서 근무한 적이 있었다. 지르코늄은 내부식성이 워낙 우수하여서 원자력 발전용으로 많이 사용되지만, 플랜트 현장에서도 부식이 워낙 심한 환경에서는 사용되는 경우가 있다. 내가 일했던 플랜트는 Acetic Acid 공장으로서, 그 공장의 설계를 하고 난 후 현장에 Field Engineer로 파견을 나가게 되어 현장설계 업무를 보다가, 현장의 Zirconium의 용접 관리 업무도 같이 하게 되었다. Acetic Acid 공장의 경우 초산(Acid)을 생산하다 보니 부식에 매우 강한 재료를 사용해야 했는데, Zirconium 뿐만 아니라 부식에 강한 Hastelloy B2, C276, G30 같은 자재도 같이 사용된 것으로 기억하고 있다.
이번글에서는 지르코늄(Zirconium) 의 물성과 종류, 용접의 특성을 간단히 알아보고, 현장에서 실제로 진행되었던 지르코늄 용접 과정을 현장 사진과 함께 살펴보면서 플랜트 현장에서 Zirconium과 같은 특수 금속의 용접 공정과 관리가 어떻게 진행되는지 확인해 보도록 하겠다. 직접 경험한 바로는 티타늄만큼이나 까다롭고 어려운 용접 과정이 필요한 특수 금속이라 할 수 있다.
2. Zirconium의 물성과 용접 특성
1) 주요 물성 (Physical & Chemical Properties)
지르코늄(Zirconium)의 주요 물성을 살펴보면 금속 중 최고 수준의 내부식성을 자랑하고, 융점이 높아 고온 강도가 우수하고 중성자 흡수도 적은 반면, 산소나 질소와 빠르게 반응하여 산화막을 쉽게 형성한다.
- 내부식성 높음: 산, 알칼리, 해수 등 거의 모든 부식 환경에 강하며, 특히 염산과 황산 환경에서 티타늄보다 훨씬 우수한 성능을 발휘한다.
- 열중성자 흡수 단면적 낮음: 중성자를 거의 흡수하지 않아 원자력 발전소의 핵연료 피복재(Cladding)로 대체 불가능한 소재이다. Zirconium이 원전에서 많이 사용되는 이유다.
- 융점 높음: 약 1850°C의 높은 녹는점을 가져 고온 강도가 우수하다.
- 반응성 금속: 고온에서 산소, 질소, 수소와 매우 빠르게 반응하여 산화막을 형성한다.
2) 주요 종류 (Grades & Alloys)
순수 지르코늄(Zirconium)인 Zr 702, 지르코늄에 니오븀을 첨가한 Zr 705 그리고 원전용으로 사용되는 Zircaloy 가 있는데, 당시 현장 배관의 경우 Zr 702 자재를 사용하였다.
- Zircaloy-2 / Zircaloy-4: 원자력 발전용으로 개발된 합금으로, 주석(Sn), 철(Fe), 크롬(Cr) 등이 첨가되어 부식 저항성과 기계적 성질을 높였다.
- Zr 702 (Unalloyed): 화학 공정 장비(열교환기, 타워 등)에 가장 많이 쓰이는 순수 지르코늄 등급이다. Acetic Acid 현장에서 Pipe 재질로 사용된 재질이다.
- Zr 705 (Zr-Nb 합금): Zr에 니오븀(Nb)을 첨가하여 강도를 높인 합금으로, 플랜트에서는 압력 용기 등에 주로 쓰인다.

[Zr 702 Pipe (ASTM B658-R60702)]
3) 용접 특성 (Welding Characteristics)
용접 측면에서 살펴보면, 표면 청정성을 유지하는 것이 매우 중요하고, 외기와의 반응을 차단해야 하는데, 특히 아르곤 가스로 완벽히 차단하는 것이 중요하다. 현장에서 이를 위해 99.999% Argon 가스를 구하는 것과 그것을 이용하여 용접부를 대기와 완벽히 차단하는 것이 가장 중요한 용접 관리 포인트였다.
- 청정성: 용접 전에 표면의 유분, 먼지, 산화막을 완벽히 제거해야 결함(기공, 균열)을 막을 수 있다.
- 반응성 차단: 지르코늄은 고온에서 극소량의 산소나 질소만 흡수해도 금속이 유리처럼 깨지기 쉬운 취성(Embrittlement) 상태가 된다. 공기중의 산소나 질소는 절대적으로 차단해야 한다.
- 가스 차폐(Shielding): 용접부뿐만 아니라 열영향부(HAZ)와 뒷면(Backing)까지 고순도 아르곤(Ar) 가스로 완벽하게 차단해야 한다. 즉 Trailing Shield 필수인데, 현장에서는 가스 차폐용 지그를 제작하여 사용하였다.
3. 공정별 사진과 내용 정리
1) WPS 및 PQR 작성, Welder Test
현장에서 용접작업을 할려면 우선적으로 WPS(Welding Procedure Specification) 작성을 해야 한다. 그 당시 현장에서 활용할 지르코늄 WPS가 없어서 직접 작성을 하게 되었는데, 아무래도 참고할 수 있는 자료가 많지않아서 현장에 납품된 Pipe나 Fitting류의 Vendor 가 작성한 WPS를 참조하여 작성하게 되었다. 모든 용접은 이러한 특수 금속 용접에 적합한 GTAW(TIG) Process로 작업을 진행하는 것으로 작성되었다. 작성된 WPS를 바탕으로 PQR(Procedure Qualification Record)을 진행하여 WPS가 적정한지 확인하였고, 수정할 사항이 있으면 수정하는 절차를 수행하였다.
Welding Test의 경우 따로 해야 하는데, Zirconium과 같은 특수 금속용접사는 현지에서 구하기기 매우 어려워 경험 있는 인도 용접사 세팀을 현장에 데려왔고, Welding Test를 따로 하기 보다는 그 팀의 용접사를 활용하여 PQR 겸 Welder Test를 같이 진행하게 되었다. 사실, Pipe 가격도 매우 비싸서 Just하게 구매가 되었고, Welder Test를 따로 할 여분도 많지 않았다
![[PQR & Welder Test]](https://material-welding-pe.com/wp-content/uploads/2026/04/PQR.jpg)
[PQR & Welder Test]
2) Shop Welding 을 위한 Clean Room과 고순도 Argon 가스 준비
PQR과 Welder Test를 마친 뒤에 본격적으로 Shop Welding을 준비하게 된다. 앞서 살펴본 바와 같이 지르코늄(Zirconium) 용접은 청정한 환경에서 작업하는 것이 매우 중요하다. 그래서 현장에서 Clean Room으로 사용할 만한 깨끗한 환경의 Shop을 수배하여 작업장으로 활용하였다. 또한 외기와의 차폐 가스로 사용할 Argon Gas의 순도가 매우 중요한데, 99.999% 순도의 Argon 가스가 지속적인 공급될 수 있도록 가스 생산 공장을 찾아야 했다. 아르곤 가스의 순도와 안정적인 공급은 성공적인 용접 수행에 있어 가장 중요한 사항이라 할 수 있다. 또한 Argon 가스가 용접부를 잘 보호할 수 있도록, 용접부 안쪽과 바깥쪽에 모두 공급하는 것이 중요한데, 이러한 역할을 잘 수행할 Welding Zig 도 현장에서 준비하였다.
아래 사진은 현장에서 확보한 비교적 깨끗한 Shop장이다. 용접사의 경우 현지에서 찾기가 어려워 인도에서 지크코늄 전문 용접사들을 데려왔다.

[Clean Place for Shop Welding]
아래 사진은 현장에서 수배한 99.999% 순도의 Argon Gas이다. 순도가 조금이라도 떨어지는 가스로 Shielding을 하면 용접부에 손상이 발생한다. 고순도의 아르곤 가스 확보는 지르코늄 용접에서 가장 중요한 부분 중 하나이다.

[Argon Gas, 99.999% Purity]
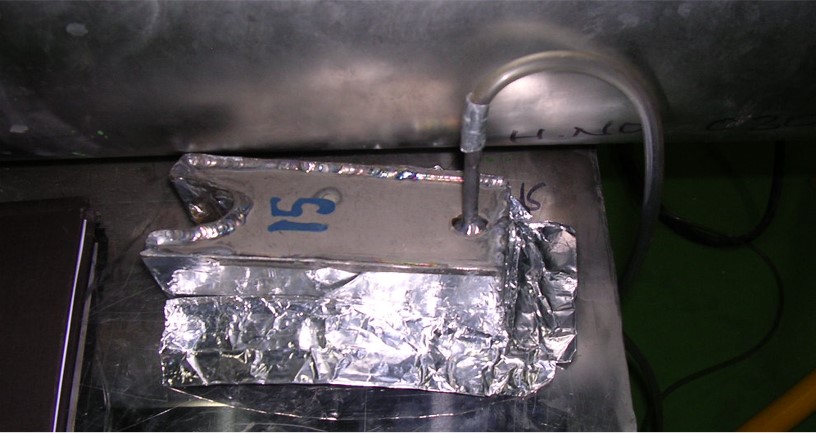
순도가 떨어지는 아르곤 가스로 지르코늄 용접을 했을때 아래와 같은 용접결과가 나타났다. 아르곤 가스의 순도 유지가 가장 중요한 이유이다.
[Welding Defect due to impure Argon gas]
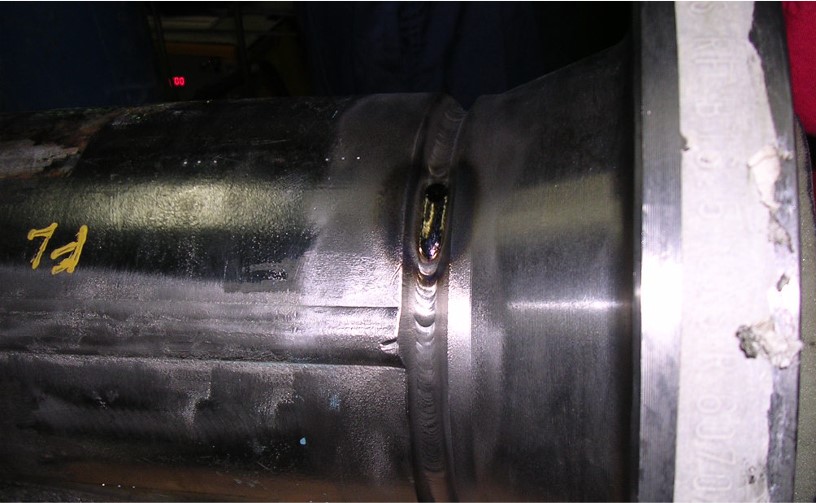
아래 사진은 용접부나 그 열영향부를 보호하기 위해 사용하는 용접용 지그이다. Argon가스가 배관 안쪽과 바깥쪽 모두를 잘 밀폐할 수 있도록 하는 역할을 한다. 바깥쪽 튜브를 통해서 아르곤 가스가 공급된다.
[Welding Zig for welding part protection]
아래 사진은 용접 지그의 안쪽 사진이다. 고순도 아르곤 가스가 용접부에 공급될 수 있도록 안쪽에 구멍이 나 있다. 용접부를 따라 다니면서 아르곤가스가 공급되도록 하는 매우 중요한 도구라 할 수 있다.
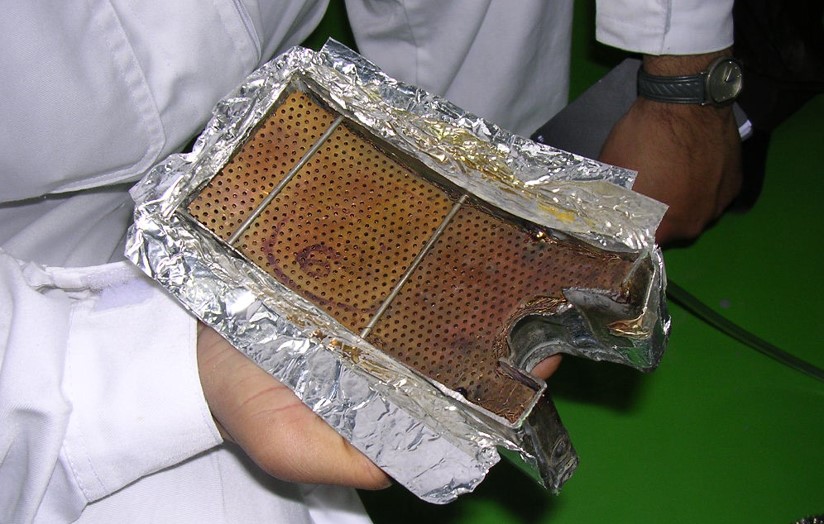
[Welding Zig Inside for welding part protection]
3) Shop Welding Processing
Shop Welding을 진행하게 되면 우선 배관의 아이소(Isometric drawing)도면에 따라 Pipe 자재를 Cutting을 하게 된다. 그런데, Grinder로 Cutting을 하게 되면 Zirconium 손상이 발생할 수도 있어 기계 쇠톱인 hacksaw machine을 이용하여 절단 작업을 진행하였다. 그 이후, 배관 끝단부를 Beveling 하고, 용접 양쪽을 맞추는 Fit-up 작업을 한 이후, GTAW 용접을 하는 과정을 순서대로 거치게 된다.
아래 사진은 Hacksaw machine을 이용해서 배관을 Cutting하는 작업이다.

[Pipe cutting by hacksaw machine]
아래 사진은 Shop에서 용접을 위한 Beveling 작업을 진행중이다.
![[Shop Beveling for welding]](https://material-welding-pe.com/wp-content/uploads/2026/04/shop-beveling.jpg)
[Shop Beveling for welding]
아래 사진은 Shop Welding을 진행하는 과정이다. 모든 Shop 과 Field 용접은 GTAW Process로 진행되었다.

[Shop Welding_Horizontal welding]
아래 사진은 Shop 용접에서 Vertical Welding을 GTAW로 용접하는 장면이다.
![[Vertical Spool Welding at shop]](https://material-welding-pe.com/wp-content/uploads/2026/04/vertical-welding-1.jpg)
[Vertical Spool Welding at shop]
아래 사진은 용접 중간에 층간 온도(Interpass Temperature)를 맞추기 위해 장비를 이용해서 용접부와 열 영향부의 냉각을 하고 있는 현장 장면이다.

[Cooling of Welding]
4) Shop Welding 후 용접부 검사
Zirconium과 같은 금속 배관은 부식성이 매우 강한 강산 같은 유체에 사용하기 때문에 용접부 검사를 철저하게 하는데 100% PT 와 RT를 수행하게 된다. RT의 경우 방사선이 방출되기 때문에 보통 야간에 작업을 하게 되고 Spool을 한쪽 구석에 모아서 따로 진행하게 된다.
아래 사진은 용접후 PT (Penetration Test)를 진행중인 현장 사진이다.

[PT for Welding Part]
아래 사진은 용접후 RT 를 위해 Spool을 Shop 바깥쪽에 모아 둔 것이다. 방사선이 방출되기 때문에 보통 밤에 진행되고, 사람의 출입이 없는 장소에서 하게 된다.
![[Ready Spool for RT]](https://material-welding-pe.com/wp-content/uploads/2026/04/ready-for-RT_spool.jpg)
[Ready Spool for RT]
4. 1편을 마무리 하며
제조 공장에서 진행 하는 Zironium과 같은 특수 금속의 Shop welding은 그나마 청정한 환경에서 안정적인 아르곤 가스 공급과 함께 적절하게 수행이 가능하지만, 중동 현장에서는 이러한 작업장 확보와 고순도 가스를 구하는 것 조차 쉽지 않았다. 현지 용접사도 구하기 어려워 인도에서 데려와서 작업을 진행하였다. 1편에서는 지르코늄 용접의 처음 시작 단계부터 Shop 용접까지의 과정을 살펴보았다면, 다음 2편에서는 더 난이도가 높은 Field 용접에 대해 현장 사진과 함께 자세히 알아보도록 하겠다.
- 참조자료: 위키백과_지르코늄
ⓒ 2026 Material-Welding-PE.com All rights reserved. 본 콘텐츠의 저작권은 저자에게 있으며, 출처를 밝히지 않은 무단 전재를 금합니다.