1. 현상 (Phenomenon)
공식(Pitting Corrosion)은 스테인리스강 표면의 부동태 피막이 국부적으로 파괴되어 바늘구멍(Pin-hole)처럼 깊은 구멍이 형성되는 부식이다. 전면 부식(General Corrosion)과 달리 표면의 대부분은 광택을 유지하며 멀쩡해 보이지만, 보이지 않는 곳에서 금속 내부를 관통하여 예상치 못한 누설이나 사고를 유발하는 매우 위험한 부식 형태이다.
설계 엔지니어로서 스테인레스 자재 선정시 해안가인지 염분이 많은 환경이 아닌지등 공식을 유발하는 요소가 없는지를 늘 고려하게 된다. 공식이 무엇이지, 그리고 현장 중심의 방지 대책에는 어떤 것이 있는지 알아 보도록 한다.
2. 공식(Pitting) 발생 원리 (Mechanism)
스테인리스강의 자산인 부동태 피막(Cr2O3)이 염소 이온의 공격등 특정 요인에 의해 국부적으로 파괴되면서 시작된다.

Pitting Corrosion
Material-Welding-PE.com
[Pitting Corrosion]
- 염소 이온(Cl–)의 공격: 해수나 오염물질에 포함된 염소 이온은 부동태 피막의 결함 부위를 집중 공격하면서 공식이 진행된다.
- 자촉매 반응 (Self-catalytic Reaction): 1. 일단 작은 구멍(Pit)이 생기면 내부에는 산소가 부족해져 피막이 재생되지 않는다. 2. 구멍 내부의 금속 이온 농도가 높아지면 전기적 중성을 위해 외부에서 염소 이온이 더 유입된다. 3. 유입된 염소 이온이 물과 반응하여 염산(HCl)을 형성, 내부 산성도를 높여 부식 속도를 기하급수적으로 가속화한다.
3. 소양극-대음극 현상 (Small Anode – Large Cathode)
공식(Pitting)은 아주 좁은 면적에서 집중적으로 발생하기 때문에 전기화학적으로 매우 불리한(부식에는 유리한) 조건을 형성한다.
- 소양극 (Small Anode): 피막이 파괴된 좁은 구멍 내부이다. 여기서 금속 이온이 녹아 나가는 산화 반응(Fe -> Fe2+ + 2e–)이 일어난다.
- 대음극 (Large Cathode): 구멍을 제외한 나머지 넓은 스테인리스 표면이고, 여기서는 산소 환원 반응이 일어난다.
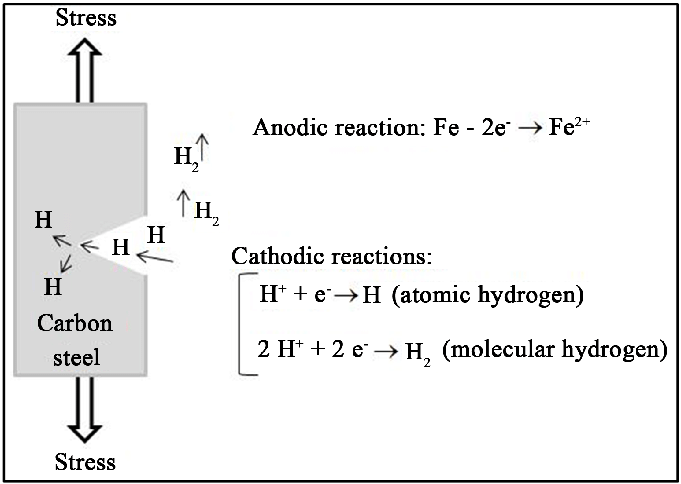
[소양극/대음극 상태 (Pitting 발생) + Stress 작용 => SCC 유발]
4. 왜 부식이 가속화되나?
음극(넓은 표면)에서 받아들이는 전자의 양은 엄청나게 많은데, 그 모든 전자가 좁은 구멍(소양극) 한 곳에서만 공급되어야 한다.
a. 전류 밀도의 집중: 넓은 면적에서 발생하는 환원 반응을 감당하기 위해, 좁은 구멍 내부의 금속은 미친 듯이 녹아 나와야 한다. (전류 밀도가 수만 배까지 치솟는다.)
b. 닫힌 계(Closed System) 형성: 구멍이 깊어질수록 내부 액체는 외부와 섞이지 않는 ‘정체된 상태’가 된다.
c. 산성도 급증: 구멍 내부의 Fe2+ 농도가 높아지면, 이를 중화하려고 외부의 Cl–가 유입되고, 물과 반응해 염산(HCl)을 형성한다. 결국 내부 pH가 2~3까지 떨어지며 금속을 녹여버리게 된다.
5. 방지 대책 (Countermeasures)
현장에서 공식을 방지하기 위해서는 재료 선정 단계부터 철저한 검토가 필요하다.
1) 재질 선정 측면 (Material Selection)
부식 환경에 견딜 수 있도록 합금 원소를 최적화한 재질을 선택한다.
- 내공식 지수(PREN) 고려: 공식을 억제하는 핵심 원소인 크롬(Cr), 몰리브덴(Mo), 질소(N)의 함량을 수치화한 것이 PREN이다. PREN = 1 x (%Cr) + 3.3 x (%Mo) + 16 x (%N) => 통상적으로 해수 환경에서는 PREN 수치가 40 이상인 슈퍼 스테인리스강이나 듀플렉스강 선정을 검토해야 한다.
- 몰리브덴(Mo) 첨가: 일반적인 304(PREN 18)보다는 몰리브덴이 첨가된 316(PREN 24)을, 더 가혹한 환경에서는 슈퍼 오스테나이트강이나 듀플렉스강을 선정한다.
- 불순물 제어: 공식의 기점이 되는 황화물 개재물(MnS)을 줄인 청정강을 사용한다.
2) 부동태화 처리 (Passivation & Surface Treatment)
금속 표면에 더욱 견고하고 균일한 보호막을 인위적으로 형성한다.
- 부동태화 공정: 질산(HNO3) 등의 산화성 용액에 담가 표면의 유리 철(Free Iron)을 제거하고 크롬 산화막(Cr2O3)을 강화한다.
- 표면 청결 유지: 가공 시 발생한 철분 오염이나 스케일을 완전히 제거하여 공식의 핵이 될 수 있는 요인을 차단한다.
- 산세(Pickling): 용접부 부근의 크롬 결핍층을 제거하기 위해 산세 처리를 병행하여 내식성을 회복시킨다.
3) 환경 및 유속 제어 (Environment & Velocity Control)
금속과 접촉하는 외부 환경 인자를 물리·화학적으로 조절한다.
- 유속 유지: 유속이 너무 느리면 부유물이 침전되어 틈새 부식이나 공식을 유발하므로, 임계 유속(보통 1.5~2.0m/s 이상)을 유지하여 퇴적물이 쌓이지 않게 한다.
- 염화물 농도 및 온도 관리: 전해질 내의 염소 이온(Cl–) 농도를 낮추고, 가급적 공식 발생 임계 온도(CPT) 이하로 공정 온도를 제어한다.
- pH 및 용존 산소 조절: 산성도를 낮추고 적절한 산소 농도를 유지하여 부동태 피막의 재생을 돕거나, 반대로 산소를 완전히 제거하여 산화 반응을 억제한다.

[Image: Stainless Steel Spoon]
6. P.E.의 실무 한마디 (결론)
공식(Pitting)은 ‘소양극-대음극’이라는 최악의 전기화학적 조건에서 시작된다. 넓은 표면(음극)의 요구를 들어주기 위해 좁은 구멍(양극)이 스스로를 희생하며 무서운 속도로 녹아내리는 과정이다. 엔지니어로서 가장 허탈할 때가 멀쩡해 보이는 설비에서 핀홀(Pin-hole) 하나로 인해 대규모 누설이 발생할 때이다. 공식(Pitting)은 한 번 시작되면 멈추기 힘들다. 따라서 설계 단계에서의 정확한 PREN 검토와 시공 후의 철저한 표면 관리만이 설비의 수명을 보장하는 유일한 길임을 잊지 말아야 한다.
현장 기술사의 Insight: 설계보다 무서운 것은 ‘환경’이다 => 도면상으로는 완벽한 304, 316 스테인리스를 선정했어도, 시공 중 표면에 묻은 철분(Iron Contamination)이나 염분이 포함된 해풍을 방치하면 공식은 시작된다. 엔지니어는 ‘PREN’ 수치만큼이나 현장의 ‘청결 관리’가 부식을 막는 최선의 설계임을 잊지 말아야 한다. 스테인리스강의 부식에 대해서는 이 블로그에서 소개한 예민화와 응력부식균열(SCC) 에 대해서도 참조하기 바란다.
- 참조자료: 위키백과_부식
ⓒ 2026 Material-Welding-PE.com All rights reserved. 본 콘텐츠의 저작권은 저자에게 있으며, 출처를 밝히지 않은 무단 전재를 금합니다.