1. 서론
SAW(Submerged Arc Welding, 잠호용접)는 말 그대로 아크가 분말 형태의 플럭스(Flux) 속에 ‘잠겨(Submerged)’ 보이지 않는 상태에서 진행되는 용접법이다. 와이어 송급장치를 이용한 자동화가 매우 용이하고, 솔리드 와이어를 사용하며 고능률이라는 점에서 GMAW용접과 유사하다고 할 수 있다. GMAW보다는 대형 후판 용접에 주로 사용되는데, 1930년대 개발된 이후 조선, 교량, 압력 용기 등 중후장대 산업의 자동화 용접을 이끌어왔다. 필자가 일하는 플랜트의 경우 대형 기기의 Vendor shop 용접시 많이 사용되는 용접법이기도 하다. 높은 용착 효율과 우수한 기계적 성질을 자랑하는 SAW(Submerged arc welding)의 핵심 원리와 재료적 특성을 파헤쳐 본다.
2. SAW(Submerged arc welding) 원리 및 구조
SAW 의 용접원리와 주요구조 및 특징에 대해 알아보면 다음과 같다.
- 용접 원리: 전극 와이어와 모재 사이에 아크를 발생시키되, 그 주변을 입상(Granular) 플럭스로 두껍게 덮는다. 아크 열에 의해 와이어, 모재, 그리고 플럭스의 일부가 녹아 용융 풀(Pool)을 형성하며, 녹은 플럭스는 슬래그(Slag)가 되어 용착 금속을 대기로부터 완벽하게 차단한다.
- 주요 구조:
- 송급 장치: 와이어를 일정한 속도로 공급.
- 플럭스 호퍼(Hopper): 용접부 전방에 플럭스를 지속적으로 살포.
- 회수 장치: 용접 후 녹지 않은 플럭스를 진공 흡입하여 재사용.

SAW machine, 이미지 출처: Wikimedia Commons (Public Domain)
- 특징: 아크가 보이지 않아 ‘잠호(潛弧) 용접’이라 불리며, 유해 광선과 흄(Fume) 발생이 적어 작업 환경이 쾌적하다.
- 플럭스의 기본적인 구비 조건 좋은 플럭스는 단순히 덮어주는 역할을 넘어, 화학적·물리적으로 다음의 요건을 갖춰야 한다.
- 적절한 융점: 플럭스의 녹는점은 모재(강재)의 용융 온도보다 약 200℃ 정도 낮아야 한다. 그래야 모재가 녹기 전에 미리 녹아 용융 풀을 완벽하게 덮어줄 수 있다.
- 낮은 표면 장력과 점성: 용융된 플럭스(슬래그)의 표면 장력이 작아야 비드가 납작하고 고르게 퍼지며, 점성이 적절해야 가스가 잘 빠져나가 기공(Porosity) 발생을 막을 수 있다.
- 우수한 슬래그 박리성: 용접 후 냉각되었을 때 슬래그가 유리처럼 쉽게 깨져서 떨어져야 한다. (후판 다층 용접 시 슬래그가 안 떨어지면 다음 패스에서 슬래그 혼입 결함이 생기기 쉽다.)
- 아크 안정성: 고전류에서도 아크가 흔들리지 않도록 전기 전도성과 이온화 성능이 좋아야 한다.
- 화학적 청정 작용: 용융 금속 내부의 불순물을 슬래그로 배출시키는 탈산 작용이 우수해야 하며, 대기와의 차단성이 좋아야 한다.
- 낮은 흡습성: 수분을 잘 흡수하지 않아야 저수소계 용접이 가능하며, 냉간 균열을 예방할 수 있다.
- SAW(Submerged arc welding) 와이어 구리 피막 처리의 이유
SAW(Submerged arc welding)용 솔리드 와이어 표면에 구리 피막을 입히는 이유는 전기 전도성을 높여 아크를 안정시키고, 팁(Tip)과의 마찰을 줄여 원활한 송급을 돕는 동시에 와이어의 부식을 방지하기 위함이다.- 통전성 향상: SAW는 수천 암페어(A)의 고전류를 사용한다. 구리 피막은 컨택트 팁(Contact Tip)에서 와이어로 전기가 옮겨갈 때 저항을 최소화해 아크가 끊기지 않게 해준다.
- 송급성 개선: 와이어가 도관(Conduit)을 타고 길게 전달될 때 마찰을 줄여주어, 중간에 걸리지 않고 매끄럽게 공급되도록 돕는다.
- 방청 효과: 보관 중 와이어 표면에 녹이 슬면 용접부 내에 불순물(수소 등)이 유입될 수 있는데, 구리 피막이 이를 원천적으로 차단한다.
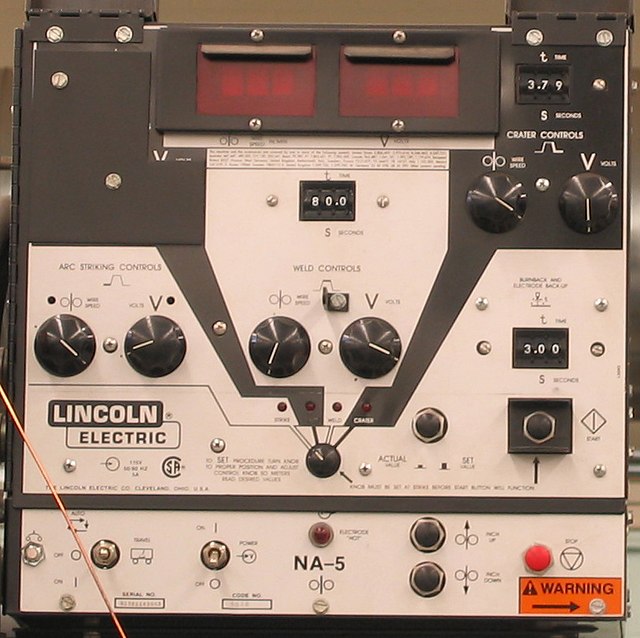
SAW control pannel, 이미지 출처: Wikimedia Commons (Public Domain)
3. SAW(Submerged arc welding)의 장·단점
(1) 잠호(Submerged arc)용접의 주요 장점: 왜 대형 후판에 쓰는가?
- 압도적인 고능률 (High Deposition Rate): 1,500~3,000A라는 어마어마한 고전류를 흘릴 수 있다. 일반적인 아크 용접보다 용착 속도가 몇 배나 빨라, 수십 mm 두께의 후판도 순식간에 채워 나간다. I형 맞대기 용접에서 일반 용접으로는 엄두도 못 낼 두께(약 12~15mm)도 개선(Groove) 가공 없이 한 번에(Single Pass) 뚫어버릴 수 있다. 조선소 대형 후판(Thick Plate) 용접에서 SAW(Submerged arc welding)가 필수인 이유는 바로 ‘패스(Pass) 수의 절감’ 때문이다.
- 깊은 용입 (Deep Penetration): 아크 열이 플럭스 층 아래에 갇히기 때문에 열 효율이 90% 이상으로 매우 높다. 덕분에 두꺼운 판재도 속 시원하게 깊이 파고들어 강력한 결합을 만들어낸다.
- 결함 없는 신뢰성: 아크가 플럭스 속에 완전히 잠겨 대기와 차단되므로 산소나 질소의 침입을 막아 기공(Porosity)이나 산화 결함이 거의 없다. 조선이나 압력 용기처럼 ‘안전’이 제일인 후판 산업에서 SAW를 고집하는 이유이다. 고에너지 밀도로 빠르게 용접하기 때문에, 두꺼운 판재를 여러 번 용접할 때 발생하는 누적 열 변형을 최소화할 수 있습니다.
- 작업 환경의 청정성: 아크 광선(자외선)이 밖으로 새 나오지 않아 눈 보호구 없이도 작업 관찰이 가능하며, 흄(Fume)과 스패터 발생이 극히 적어 작업자가 쾌적하게 장시간 작업할 수 있다.
- 경제성: 조선소에서 거대한 선박의 블록을 이을 때나 대형 교량의 거더(Girder)를 만들 때, 수백 미터의 용접선을 가장 빠르고 결함 없이 이을 수 있는 방법은 SAW가 유일하다.
(2) 잠호(Submerged arc)용접 주요 단점 및 한계
- 자세의 제한 (Flat Position Only): 흘러내리는 분말 플럭스를 덮어야 하므로, 주로 하향(Flat)이나 수평 필릿(Horizontal Fillet) 자세에서만 사용 가능하다. 수직이나 위보기 자세는 특수 장치 없이는 거의 불가능하다.
- 장비의 고가 및 이동성 부족: 자동화 장비와 플럭스 회수 장치 등이 필요해 초기 설비 투자비가 많이 들고, 장치가 무거워 현장에서 이리저리 옮겨 다니며 쓰기엔 불편하다.
- 용접부 확인의 어려움: SAW(Submerged arc welding)용접 중에 아크가 보이지 않아 ‘눈 감고 하는 용접’과 같다. 따라서 사전에 용접 조건을 완벽하게 세팅하는 기술자의 숙련도가 매우 중요하다.
SAW, 이미지 출처: Wikimedia Commons (Public Domain)
3. 플럭스의 종류 및 특징 비교
SAW(Submerged arc welding)의 성패는 플럭스 선택에 달려 있다 해도 과언이 아니다. 제조 방식과 화학적 성분에 따라 다음과 같이 분류된다.
(1) 제조 방식에 따른 분류
① 용융형 플럭스 (Fused Flux)
- 제조 공정: 각종 원료를 배합하여 전기로에서 1,300~1,500℃의 고온으로 완전히 녹인 후, 물이나 공기로 급랭시켜 유리질 상태의 입자로 분쇄하여 만든다.
- 주요 특징:
- 비흡습성: 고온에서 녹여 유리질화되었기 때문에 기공이 거의 없어 수분을 거의 흡수하지 않는다. 덕분에 저수소계 관리에 매우 유리다.
- 화학적 균일성: 모든 입자가 녹았다가 굳은 것이라 성분이 매우 균일하다.
- 고속 용접 유리: 고전류에서도 아크가 안정적이며, 고속 용접 시에도 비드 외관이 매끄럽게 나온다.
- 재사용 강점: 입자가 단단하여 회수 장치로 빨아들여 재사용해도 가루가 잘 생기지 않는다.
- 단점: 제조 시 고온으로 녹이는 과정에서 합금 원소나 탈산제가 타버리기 때문에, 금속 성분을 추가하기가 매우 어렵다.
② 소결형(고착형) 플럭스 (Bonded / Agglomerated Flux)
- 제조 공정: 원료 가루에 물유리(규산나트륨) 같은 결합제를 섞어 작은 알갱이로 뭉친 뒤, 400~600℃ 정도의 낮은 온도에서 건조·소성하여 만듭니다.
- 주요 특징:
- 합금 원소 첨가 용이: 낮은 온도에서 굽기 때문에 합금 원소(Mn, Si, Cr, Ni 등)나 탈산제를 자유롭게 넣을 수 있다. 모재 성분에 맞춘 맞춤형 플럭스 제작이 가능하다.
- 낮은 부피 밀도: 입자 사이에 미세한 틈이 있어 용융형보다 가볍고, 같은 무게로 더 넓은 면적을 덮을 수 있어 경제적이다.
- 슬래그 박리성: 용접 후 굳은 슬래그가 유리처럼 깨지며 아주 잘 떨어진다.
- 단점: 흡습성이 강해 관리가 까다롭습니다. 제대로 건조하지 않고 사용하면 수소 유입으로 인한 균열(HIC)의 원인이 되므로 철저한 재건조 과정이 필수이다.
[비교 정리] 용융형 vs 소결형 플럭스 핵심 요약
| 구분 | 용융형 플럭스 (Fused) | 소결형 플럭스 (Bonded) |
| 제조 온도 | 1,300℃ 이상 (완전 용융) | 400 ~ 600℃ (저온 소성) |
| 수분 흡수 (습기) | 거의 없음 (관리가 쉬움) | 매우 강함 (철저한 건조 필수) |
| 합금 성분 추가 | 어려움 | 매우 쉬움 (성분 조절 가능) |
| 입자 강도 | 강함 (재사용 시 가루 적음) | 약함 (부서지기 쉬움) |
| 슬래그 제거 | 보통 | 우수 (박리성 좋음) |
| 주요 용도 | 일반 구조물, 고속 용접 | 후판 용접, 합금강, 고인성 요구 부위 |
대형 후판 용접에서는 충격 인성과 기계적 성질이 중요하므로, 합금 성분 조절이 용이한 소결형 플럭스를 주로 선택하지만, 현장의 습도 관리 능력에 따라 용융형을 병행하기도 한다
(2) 성분(염기도)에 따른 특징 비교
- 산성 플럭스: 비드 외관이 아름답고 슬래그 박리성이 좋지만, 인성(Toughness)이 다소 낮아 일반 구조물에 주로 쓰인다. (용융형은 주로 산성 위)
- 염기성 플럭스: 용착 금속 내 산소 함량을 낮추어 저온 충격 인성을 획기적으로 높여준다. 압력 용기나 후판 용접에 필수적이다. (소결형은 주로 염기성 위주)
4. 결론
SAW(Submerged arc welding)는 고전류를 사용할 수 있어 두꺼운 판을 한 번에 깊게 용입할 수 있는 독보적인 고능률 공법으로 대형 후판용접의 끝판왕이라 할 수 있다. 하지만 본문에서 설명한 바와 같이 플럭스가 매우 중요한 역할을 하는 만큼 플럭스의 흡습 관리나 적절한 합금 설계가 동반되지 않으면 균열 등의 결함이 발생할 수 있다. 따라서 모재의 재질과 요구되는 기계적 성질에 맞춰 ‘와이어와 플럭스의 최적 조합’을 찾아내는 것이 용접 전문가의 진정한 실력이라 할 수 있다.
현장 기술사의 Insight: 보이지 않는 아크를 믿는 법 => SAW는 Flux에 잠겨서 아크가 눈에 보이지 않기에, 엔지니어는 오직 용접 조건(A, V, Speed)과 플럭스의 건조 상태만을 믿고 가야 한다. 특히 플럭스가 습기를 머금고 있으면 육안으로는 알 수 없는 수소 유입으로 인해 대형 균열이 발생할 수 있다. 현장 엔지니어는 용접봉뿐만 아니라 플럭스 건조기 온도를 체크하는 ‘보이지 않는 관리’에 더욱 집중해야 한다.
- 참조자료: 위키백과_용접
ⓒ 2026 Material-Welding-PE.com All rights reserved. 본 콘텐츠의 저작권은 저자에게 있으며, 출처를 밝히지 않은 무단 전재를 금합니다.