
1. FCAW의 원리
현장에서 자동용접으로 많이 사용되는 FCAW(Flux Cored Arc Welding)는 말 그대로 내부(Core)에 Flux가 채워져있는 용접 와이어로 실시하는 Arc Welding을 말한다. 즉, 속이 빈 와이어(Tubular Wire) 내부에 아크 안정제, 합금 원소, 슬래그 형성제 등이 포함된 플럭스(Flux)를 채워 넣고, 이를 연속적으로 공급하며 아크를 발생시키는 용접 방식이다. 기본적으로 GMAW(MIG/MAG)와 유사한 장비를 사용하지만, 와이어 내부의 플럭스가 용융되면서 가스를 생성하거나 슬래그를 형성하여 용융지를 보호한다는 점에서 차이점이 있다. Flux위치의 경우, SMAW에서는 심선 바깥쪽에 Flux를 피복하지만, FCAW는 그 반대인 경우이다.
플랜트 설계 엔지니어로서 알고 있기로는 현재 주로 Vendor shop에서는 자동용접법으로 많이 사용되지만, Site 에서 많이 쓰이는 용접방법은 아니다. 플랜트 현장의 가장 큰 문제중에 하나가 주로 인간 용접사의 수동용접에 의존하다 보니, 용접 불량이 너무 많고 용접사의 하루 작업량이 정해져 있다는 것인데, 향후 생산성 향상을 위해 현장에 자동용접이 적극 도입되면 GMAW와 함께 가장 적극적으로 고려되어야 할 용접법이라 생각된다.
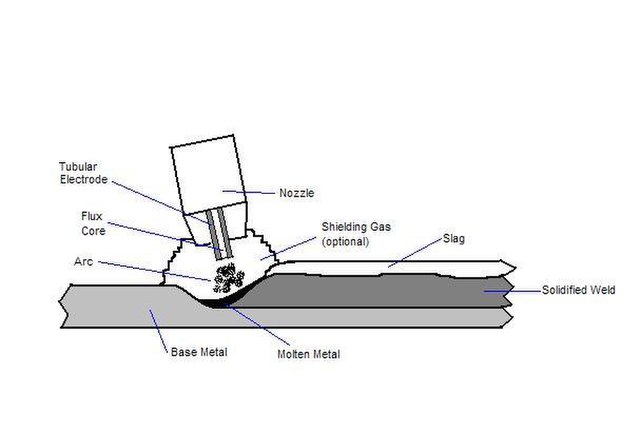
[이미지 출처: Wikimedia Commons (Public Domain)]
2. FCAW의 종류
FCAW는 보호 가스 공급 방식에 따라 크게 두 가지로 분류한다.
- 가스 보호 방식(Gas-Shielded): 와이어 내부의 플럭스와 별도의 외장 보호 가스(주로 CO2 또는 Ar 혼합가스)를 동시에 사용하여 용융부를 보호한다. 주로 공장 내 제작이나 정밀 용접에 쓰인다.
- 자체 보호 방식(Self-Shielded): 외부 가스 없이 와이어 내부의 플럭스가 타면서 발생하는 가스만으로 용융지를 보호한다. 바람의 영향을 덜 받으므로 야외 현장이나 고소 작업 시 유리하다.
1) 가스 보호 방식 (Gas-Shielded FCAW)
와이어 내부의 플럭스와 별도의 외부 보호 가스를 동시에 사용하는 방식이다.
- 장점:
- 품질의 우수성: 용착 금속의 기계적 성질과 저온 충격 인성이 매우 뛰어나다.
- 작업 편의성: 아크가 부드럽고 안정적이며, 스패터 발생이 적어 비드 외관이 깨끗하다.
- 효율성: 자체 보호 방식보다 용착 효율이 높고 다층 용접 시 슬래그 제거가 용이하다.
- 단점:
- 환경 제약: 바람이 부는 야외에서는 보호 가스가 날아가 기공(Porosity)이 발생하므로 차폐막 설치가 필수적이다.
- 장비 복잡성: 가스 실린더, 레귤레이터, 호스 등 추가적인 부속 장비가 필요하여 이동성이 떨어진다.
Gas regulator, 이미지 출처: Wikimedia Commons (Public Domain)
2) 자체 보호 방식 (Self-Shielded FCAW)
플럭스 자체가 연소하며 발생하는 가스에만 의존하여 용융지를 보호하는 방식이다.
- 장점:
- 탁월한 이동성: 별도의 가스 실린더가 필요 없어 장비가 간소하며, 협소한 장소나 고소 작업 시 유리하다.
- 풍속에 강함: 외부 가스를 쓰지 않으므로 어느 정도의 바람이 부는 야외 환경에서도 안정적인 용접이 가능하다.
- 운용 비용: 가스 구매 및 관리 비용이 들지 않아 현장 상황에 따라 경제적일 수 있다.
- 단점:
- 품질 한계: 가스 보호 방식에 비해 기계적 성질이 약간 떨어지며, 저온 충격 인성이 요구되는 중요한 구조물에는 제한적으로 사용된다.
- 작업 환경: 흄(Fume)과 스패터가 많이 발생하며, 아크가 다소 거칠어 용접사의 숙련도가 요구된다.
3. 사용 가스
가스 보호 방식의 FCAW에서 주로 사용하는 가스는 다음과 같다.
- 100% CO2: 가격이 저렴하고 용입이 깊어 가장 많이 사용된다. 다만 스패터(Spatter) 발생이 상대적으로 많다.
- 혼합 가스 (Ar + CO2): 아크가 안정적이고 스패터가 적어 비드 외관이 미려해야 하는 작업에 사용된다.

[이미지 출처: Pixabay]
4. FCAW 장/단점
1) 장점
- 높은 생산성: 소모성 전극을 연속 공급하므로 피복 아크 용접(SMAW)보다 용착 속도가 압도적으로 빠르다.
- 깊은 용입: 전류 밀도가 높아 두꺼운 부재의 접합에도 효율적이다.
- 전자세 용접 용이: 플럭스가 굳으며 형성되는 슬래그가 용융 금속을 받쳐주어 수직(Vertical)이나 상향(Overhead) 자세에서도 품질이 안정적이다.
- 야외 작업 가능: 자체 보호 방식 와이어를 사용할 경우 풍속이 있는 환경에서도 용접이 가능하다.
2) 단점
- 슬래그 발생: 용접 후 비드 표면에 형성된 슬래그를 일일이 제거해야 하므로 다층 용접 시 공수가 추가된다.
- 흄(Fume) 발생: 플럭스가 타면서 다량의 용접 흄이 발생하므로 작업장 환기 시설이 필수적이다.
- 와이어 단가: 일반 솔리드 와이어(GMAW)에 비해 제조 공정이 복잡하여 와이어 가격이 비싼 편이다.
5. FCAW 와이어 내부 플럭스 vs SMAW 피복재 플럭스
1) 형태와 제조 방식의 차이
- FCAW 플럭스: 금속 튜브(와이어) 내부에 분말 형태로 충전되어 있다. 가느다란 와이어 안에 균일하게 채워넣어야 하므로 입자가 매우 미세하고 정밀한 성분 배합이 요구된다.
- SMAW 플럭스: 금속 심선 겉에 반죽 형태로 고착시킨 피복재(Coating)이다. 외부 충격으로부터 심선을 보호하고 절연체 역할까지 수행할 수 있도록 단단하게 굳혀진 형태이다.
2) 기능적 설계의 차이
- FCAW (고효율과 연속성):
- 연속 용접 시 발생하는 강한 열에도 플럭스가 타지 않고 안정적인 아크를 유지하도록 설계되어 있다.
- 자동/반자동 공정 특성상 슬래그가 얇고 균일하게 형성되어 비드 외관을 잡아주는 ‘성형 능력’에 특화되어 있다.
- 특히 수직 상향 용접 시 용융 금속이 흘러내리지 않게 빠르게 굳는(Fast-freeze) 성분이 포함되어 있다.
- SMAW (가스 보호와 정밀성):
- 별도의 가스 없이 피복재가 타면서 발생하는 가스에만 100% 의존하는 경우가 많아, ‘가스 발생 능력’이 매우 강력하다.
- 전극봉 자체를 손으로 들고 세밀하게 컨트롤하므로, 아크를 집중시키고 용입 깊이를 조절하는 물리적 차폐 성능이 강조된다.
3) 습기 저항성과 관리
- FCAW: 금속 튜브 안에 갇혀 있어 외부 습기로부터 상대적으로 안전하다. 하지만 보관이 잘못되어 내부로 습기가 침투하면 건조가 사실상 불가능하므로 폐기해야 한다.
- SMAW: 피복재가 외부에 노출되어 있어 습기에 매우 취약하다. 따라서 저수소계 전극봉처럼 품질이 중요한 경우 반드시 용접봉 건조기에 넣어 관리해야 한다.
6. 결론
지금까지 알아본 FCAW는 SMAW의 조작 편의성과 GMAW의 연속성을 결합한 고효율 용접법이라 할 수 있다. 장비 세팅 비용과 흄 발생이라는 제약도 있으나, 생산 속도와 용접 품질의 균형이 뛰어나 조선, 해양 플랜트, 중공업 현장에서 대체 불가능한 주력 공법으로 이미 자리 잡고 있다. 향후 육상 플랜트 현장이나 환경플랜트 현장등에도 적용을 적극적으로 검토해 볼 필요가 있다.
현장 기술사의 Insight: 생산성 뒤에 숨은 ‘청결’의 중요성 => FCAW는 분명히 ‘빠른’ 용접이라 할 수 있지만 다층 용접(Multi-pass) 시 슬래그를 제대로 제거하지 않으면 생산성보다 더 큰 슬래그 혼입(Slag Inclusion)이라는 재작업 비용을 치러야 할 수도 있다. 엔지니어는 현장에서 ‘얼마나 빨리 작업하느냐보다 얼마나 잘 관리하느냐를 용접 관리의 포인트로 삼아야 한다. 그것이 진정한 고능률 용접을 잘 활용할 수 있는 현장 관리 지침이라 판단된다.
- 참조 자료: 네이버백과_FCAW원리
ⓒ 2026 Material-Welding-PE.com All rights reserved. 본 콘텐츠의 저작권은 저자에게 있으며, 출처를 밝히지 않은 무단 전재를 금합니다.