
1. 서론
플랜트 설계등 실무를 하다보면 각종 금속의 용접부에 후열처리(PWHT) 적용을 자주 하게 된다. 일반적으로 두께가 두꺼운 Carbon Steel 용접이나, 일반적인 Low Alloy 용접에서는 잔류 응력 제거와 조직 경화를 완화시키고, 조직 안정화를 위해 용접 후열처리가 필수적이다. 하지만 오스테나이트계 스테인리스강(STS 300계열)은 특유의 금속학적 특성 때문에 일반적인 방식의 후열처리를 시행하지 않는 것을 원칙으로 한다. 이번글에서는 오스테나이트 스테인리스강에서 PWHT를 피해야하는 공학적 이유와 실무적 위험성에 대해 정리하고자 한다. 그리고, PWHT 대신 어떠한 대책이 있는지에 대해서도 알아보도록 한다. 오스테나이트 스테인리스강의 경우 실무에서 워낙 많이 접하고 사용하는 재료라서 자세히 알 필요가 있는 주제라고 생각한다.
2. 오스테나이트 S/S강의 PWHT를 피하는 4가지 이유
1) 예민화(Sensitization)에 따른 부식 저항성 상실
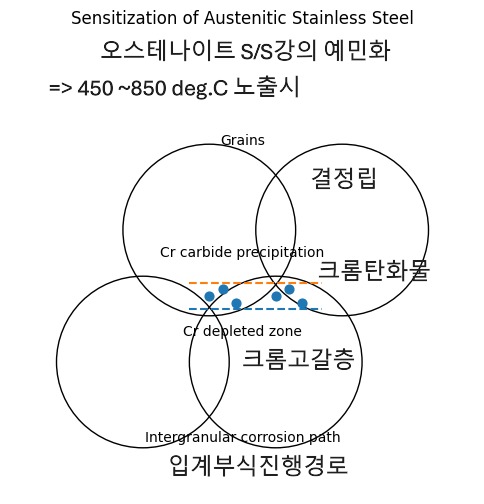
가장 치명적인 이유는 예민화 현상이다.(스테인리스강의 예민화에 대한 블로그 글 참조) 오스테나이트강을 450oC~850oC 온도 구간에 노출시키면, 결정립계에 크롬 탄화물(Cr23C6)이 석출된다. 이로 인해 결정립 주변의 크롬 농도가 부식 방지 한계치인 12% 이하로 떨어지는 ‘크롬 고갈 구역(Cr-depleted zone)’이 형성된다. 일반적인 후열처리 온도가 이 예민화 영역과 겹치기 때문에, 응력을 제거하려다 스테인리스강의 생명인 내식성을 파괴하는 입계부식 결과를 초래한다.
2) 후열처리(PWHT) 효과 없고, 조직의 조대화 및 취성상 형성
오스테나이트강은 상온에서도 안정적인 단상 구조를 유지하므로, 열처리를 통한 결정립 미세화 효과를 기대할 수 없다. 즉, 탄소강과 달리 오스테나이트강은 냉각 시 마르텐사이트 변태가 일어나지 않아 경화 위험이 적고, 오히려 열처리가 잔류 응력을 제거하기보다 조직의 열화(Grain Growth)를 부추길 수 있다. 즉, 고온에서 장시간 유지하는 후열처리 과정에서 결정립 조대화(Grain Coarsening)가 일어나 기계적 성질, 특히 충격 인성이 급격히 저하된다. 또한, 600oC~900oC 부근에서 장시간 노출 시 시그마(sigma)상과 같은 취성 조직이 형성되어 재료가 유리처럼 깨지기 쉬운 상태가 될 위험이 크다.
3) 표면의 침탄 및 탈탄 현상
열처리 분위기 제어가 완벽하지 않을 경우, 고온 노출 과정에서 강 표면에 침탄(Carburization)이나 탈탄(Decarburization) 현상이 발생할 수 있다.
- 침탄: 외부로부터 탄소가 침투하여 표면의 탄소 농도가 높아지면 크롬 탄화물 형성이 가속화되어 내식성이 더욱 악화된다.
- 탈탄: 표면의 탄소가 소실되면 강도 저하 및 조직 불균형을 초래한다.이러한 화학적 조성 변화는 얇은 두께의 스테인리스 구조물에서 치명적인 결함으로 이어진다.

그림 2. 스테인리스강의 부식
4) 높은 열팽창 계수에 의한 변형 발생
오스테나이트강은 탄소강보다 열팽창 계수가 약 1.5배 높고 열전도율은 낮다. 후열처리를 위해 가열하고 냉각하는 과정에서 발생하는 온도 불균형은 재료의 심한 뒤틀림이나 새로운 잔류 응력을 유발한다. 즉, 응력을 제거하려다 오히려 구조적 변형이라는 더 큰 문제를 야기하게 된다.
- 입높은 열팽창계수와 낮은 열전도율의 이중고: 오스테나이트 스테인리스강은 일반 탄소강에 비해 열팽창계수는 약 1.5배 높고, 열전도율은 약 1/3 수준으로 낮다. 이 특성 때문에 가열 시 국부적인 팽창이 심하고 열이 잘 빠져나가지 않아, 구조물 전체에 극심한 온도 구배(Temperature Gradient)를 형성한다.
- PWHT 과정에서의 열변형 증폭: 응력을 제거하겠다고 600~800°C 부근으로 가열하면, 높은 열팽창계수로 인해 재료가 크게 늘어나려 하지만 주변의 구속 조건이나 불균일한 온도 분포 때문에 심한 뒤틀림(Distortion)이 발생한다. 즉, 응력을 풀려다가 오히려 물리적인 형태를 망가뜨리는 꼴이 된다.
- 냉각 시 잔류 응력의 재형성: 가열 시 발생한 변형은 냉각 과정에서 수축하며 또 다른 문제를 낳는다. 특히 스테인리스강은 항복 강도가 낮아 고온에서 쉽게 소성 변형이 일어나는데, 냉각 후에는 원래 형상으로 돌아오지 못하고 새로운 잔류 응력(Residual Stress)이 복잡하게 얽히게 된다.
| 열팽창 특성 비교 | 오스테나이트 S/S (300계열) | 일반 탄소강 (CS) |
| 열팽창 계수 | 약 17.3 x 10-6/oC (높음) | 약 11.7 x 10-6/oC |
| 열전도율 | 약 16.2 W/m.K(낮음) | 약 50 W/m.K |
결국 오스테나이트강에 어설픈 온도(탄소강 기준의 SR 온도)로 PWHT를 실시하는 것은, 내식성을 결정짓는 예민화를 초래할 뿐만 아니라 구조물의 치수 안정성까지 파괴하는 위험한 작업이 된다.
3. 실무적 제언: PWHT 대신 무엇을 해야 하는가?
오스테나이트 스테인리스 강을 다루는 현장에서는 후열처리(PWHT)를 생략하는 대신 다음과 같은 관리 방안을 우선시해야 한다.
- 입열량 제한: 용접 시 입열량을 엄격히 관리하여 예민화 구역 발생을 최소화해야 한다.
- L-Grade 및 안정화 원소 활용: 탄소 함량을 낮춘 304L, 316L을 사용하거나, Ti(티타늄)나 Nb(나이오븀)가 첨가된 321, 347 안정화 강종을 선택하여 탄화물 석출을 방지한다.
- 불가피한 경우의 처리: 응력부식균열(SCC) 방지 등을 위해 반드시 열처리가 필요하다면, 일반적인 PWHT가 아닌 1050oC이상에서 가열 후 급냉하는 고용화 열처리(Solution Annealing)를 수행해야 한다.

[GTAW 용접 이미지]
4. 결론
오스테나이트 스테인리스강을 PWHT 온도 범위로 가열하면 결정립계에 크롬 탄화물(Cr23C6)이 석출되면서 주변의 크롬 농도가 12% 이하로 떨어지는 ‘크롬 결핍 구역‘이 생긴다. 이로 인해 스테인리스강의 생명인 부동태 피막이 파괴되어 입계 부식에 매우 취약해진다. PWHT를 하게 되면 득보다 실이 압도적으로 많으며, 특히 450~850°C 부근의 예민화(Sensitization)로 인한 부식 저항성 상실을 초래하기 때문에 원칙적으로 금지한다. 플랜트 설계 업무를 하다 보면 가끔 발주처에서 프로세스상의 이유로 용접부에 PWHT를 요구하는 경우가 있다. 이때 엔지니어는 오스테나이트계의 특성을 논리적으로 설명하여 불필요한 열처리를 막아야 한다. 잘못 적용된 PWHT는 오히려 기기를 파괴하는 결과를 초래할 수 있기 때문이다. 이런 기술적 근거를 바탕으로 설계도중 사양 검토서(Technical Query)를 작성해서 발주처를 설득했던 경험이 엔지니어 생활에서도 일종의 자산이 되었던 기억이 있다.
* 현장 기술사의 Insight: 오스테나이트계 STS와 PWHT의 ‘불편한 동거’ => 현장 기술사로서 실무에서 오스테나이트 스테인리스강을 많이 접하게 되는데, 이 강의 용접 후열처리는 ‘득보다 실이 압도적으로 큰’ 행위이다 라고 말하고자 한다. 일반적인 페라이트계 강종은 응력 제거(SR)를 위해 600°C 부근에서 후열처리를 하지만, 오스테나이트계는 이 온도 구간에서 예민화(Sensitization) 현상이 발생하여 입계 부식(Intergranular Corrosion)의 치명적인 원인이 된다. 또한, 600~800 °C 부근의 장시간 노출은 충격 인성을 급격히 저하시키는 시그마(sigma)상 취화를 유발할 수 있다. 따라서 기술사는 현장에서 강제적인 PWHT 대신, 입열량 제한(Low Heat Input)과 층간 온도(Interpass Temp) 관리(보통 150°C이하를 통해 용접 잔류 응력을 최소화하는 ‘공정 제어’에 집중해야 한다. 불가피하게 응력을 제거해야 한다면, 단순한 저온 후열처리가 아닌 1,050°C이상의 고온 고용화 열처리(Solution Annealing) 후 급냉하는 방식이 더 나은 해답이 된다.
- 참조자료: 네이버 지식백과_열처리
ⓒ 2026 Material-Welding-PE.com All rights reserved. 본 콘텐츠의 저작권은 저자에게 있으며, 출처를 밝히지 않은 무단 전재를 금합니다.