
1. 서론_들어가며
현장 부식 방지(Corrosion Protection) 대책 및 재료 선정 관련하여 지난 1편에서는 부식을 어떻게 관리할 지에 대한 방안과 그에 따라 어떤 재료를 선정을 할 지에 대한 기초 사항에 대해 알아보았다. 이번 편에서는 현장에서 발생 가능한 각종 부식의 종류에 따라 재료 선정을 포함하여 부식 방지 (Corrosion Protection)를 어떻게 할 것 인지에 대해 자세히 알아보도록 하겠다. 사실 오랜 플랜트 설계 경험 상 현장에서 고려해야 할 부식의 종류는 상당히 많지만, 이번글에서는 그 중에서 가장 중요한 부식을 몇 가지만 선정하고, 이의 방지 방법에 대해 정리하고자 한다.
이 글의 앞면에 걸어 놓은 사진은 태국 현장에서 배관 용접부에서 부식이 발생한 사항으로 용접 이후 페이팅을 바로 해서 녹 발생을 방지해야 하는 경우였는데, 페이팅 작업이 늦어져서 녹이 많이 발생한 경우이다. 일반적으로 페이팅이나 코팅도 부식 방지의 중요한 수단으로서 사용된다.
2. 본론_부식 방지(Corrosion Protection)방안과 재료 선정
플랜트뿐만 아니라 기타 공장에서 발생할 수 있는 다양한 부식의 종류와 방지(Corrosion Protection) 방안에 대해서 다음과 같이 정리해 보고자 한다.
1) 입계부식(Intergranular Corrosion) or 예민화(Sensitization)
오스테나이트계 스테인리스강(SS304, SS316)이나 니켈계 합금을 용접하거나 열처리할 경우 약 430°C ~ 810°C 사이 온도에 노출될 경우 결정립계를 따라서 크롬 탄화물이 석출된다. 크롬 산화물(Cr23C6) 이 석출되면 Cr 농도가 떨어지는 구역이 발생하여 부식에 약해지는 현상을 예민화 또는 입계부식이라 부른다.
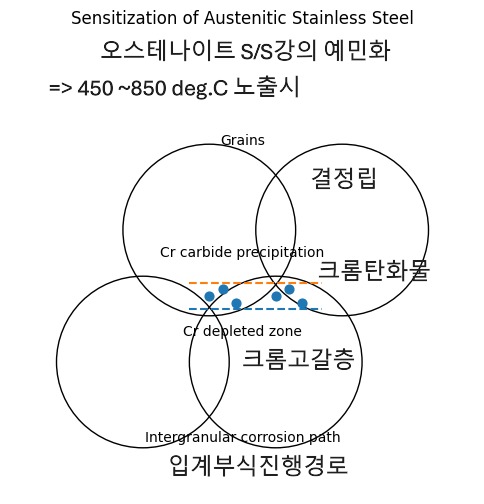
[입계부식 설명도]
예민화현상의 대응법에 대해서는 304L/316L과 같이 Carbon 함량이 낮은 재료를 쓰거나, 용접시의 입열량 제한, 안정화 강종(SS321, SS347)을 쓰는 방법 등이 있는데, 자세한 사항에 대해서는 이미 작성한 지난번 글 ‘스테인리스강 용접부 부식의 주범: 예민화(Sensitization) 원인과 3가지 방지 대책‘의 내용을 참조하기 바란다.
여기서 좀 알아야 할 사항은 보통 예민화라 하면 304나 316과 같이 오스테나이트 스테인리스 강에서 주로 발생하는 것으로 배웠는데, Alloy625 나 825같이 니켈 합금에서도 발생한다는 것이다. 보통 이런 니켈 합금의 크롬 함량도 20% 이상 매우 높지만, 용접시나 열처리시에 입열량이 과도하면 결정립계에 크롬 탄화물 석출로 입계부식이 발생하기도 한다.
발주처에서는 이 부식의 심각성을 알고 부식에 강한 CRA 재질을 사용했다 하더라도 부식방지(Corrosion Protection)을 위해서 재료에 따라 아래와 같이 매우 Severe한 테스트 표준을 요구하기도 한다.
① Alloy 825 / 625 (High Nickel Alloy)
- 표준: ASTM G28, Method A
- 방법: 이 재료 시편을 황산-황산철(Ferric Sulfate-Sulfuric Acid) 용액에 담가서 부식 속도를 측정한다.
- 특징: 니켈 합금은 스테인리스 강보다 훨씬 가혹한 부식환경에서 쓰이기 때문에, 더 정밀한 부식 감량(Weight Loss) 체크가 필요하기에 이러한 테스트를 진행한다고 보면 된다.
② SS316 / 316L (Stainless Steel)
- 표준: ASTM A262, Practice E (Strauss Test)
- 방법: 황산-황산구리(Copper-Copper Sulfate) 용액에 구리 조각과 함께 넣고 나서 끓인 뒤에, 시편을 180° 구부려서(Bend Test) 균열이 발생하였는지 체크해 본다.
- 특징: 현장에서 가장 많이 사용하는 테스트 방법으로, ‘L-Grade(저탄소)’ 재질이 용접 후에도 예민화에 저항성이 있는지 확인하는 가장 확실한 방법이기도 하다.
2) 공식 (Pitting Corrosion)
공식은 표면 전체가 부식되는 것이 아니라 조그만 구멍이 발생해서 그것이 진행되어 순식간에 재료를 관통시키기까지 하는 위험한 부식이다. 보통 스테인리스강 표면의 부동태 피막이 국부적으로 파괴되어 바늘구멍(Pin-hole)처럼 깊은 구멍이 형성되는 부식을 말한다.

[스테인리스강의 공식]
공식(Pitting Corrosion)에 대해서는 지난번 글 ‘스테인리스에 구멍이? 공식(Pitting Corrosion)의 원인과 현장 중심의 3가지 방지 대책‘에서 공식현상에 대한 설명과 재료 선정등 그 대비책을 자세히 적었으니 참조하기 바란다.
이번글에서는 공식에 대해 오스테나이트 강보다 강하지만, 22Cr 듀플렉스에 대해서도 발주처에서 요구하는 ASTM G48 Method A의 테스트 방법에 대해서 설명하고자 한다. 즉, 22Cr 듀플렉스는 페라이트와 오스테나이트가 섞여 있어서 강도와 내부식성이 뛰어나다고는 하지만, 용접 시 상 희석(Phase Balance)이 깨지면 특정 부위에서 공식이 발생하기 쉽다고 하며 다음과 같은 테스트를 실시하기도 한다.
- ASTM G48, Method A (Ferric Chloride Test): 염화제이철(FeCl3) 용액에 시편을 24시간~72시간 동안 담가두는 매우 가혹한 테스트방법이다.
- 목적: 재료가 가진 PREN(Pitting Resistance Equivalent Number, 공식 저항 지수)이 실제 환경에서 제대로 작동하는지, 특히 용접부나 열영향부(HAZ)가 부식에 취약하지 않은지 확인하는 방법이다.
- 판정: 테스트 후 시편의 표면에 작은 구멍이라도 생겼는지, 무게가 줄었는지 확인해 본다. 보통 22Cr 듀플렉스는 25°C 전후의 특정 온도에서 이 테스트를 통과해야 한다.
듀플렉스의 내공식지수(PREN)가 오스테나이트계 강보다 훨씬 높지만, 이러한 테스트를 하는 이유는 훨씬 가혹한 부식 환경에서 부식 방지(Corrosion Protection)를 위해 사용되기 때문에 더 엄격한 테스트로서 그 내식성을 확인하는 것이라고 설명할 수 있다.
3) 보온재 하부 부식 (CUI)
CUI (Corrosion Under Insulation)는 플랜트 유지 보수의 가장 어려운 확인 파트중 하나일 것이다. 현장을 확인하더라도 보온재로 덮여 있어서 안쪽의 배관이나 기계가 녹이 슬고 있는지 알 길이 없기 때문이다. 이러한 CUI에 대한 부식방지(Corrosion Protection)방안이 매우 중요한데 발생 사유는 대략 다음과 같다.
- 수분 침투: 빗물이나 결로가 보온재 안으로 스며드는 것이다.
- 염화물 응축: 특히 해안가 플랜트나 열선(Heat Tracing)이 있는 배관에서는 스며든 물이 증발과 응축을 반복하며 염소 이온(Cl–)이 농축되게 된다.
- 염화물 공격: 이 농축된 염화물이 고온 환경에서 탄소강에는 전면 부식을, 스테인리스강(SS316, Duplex)에는 외부 응력부식균열(ESCC)을 일으키게 된다.

[Insulated Piping_태국현장]
현장에서 시공이나 설계를 검토할 때, CUI에 의한 부식방지(Corrosion Protection)를 하기 위해 다음 3가지를 중점적으로 확인하는 것이 중요하다.
- CUI 부식방지 확인사항
a. 도장 사양(Coating System): 보온재에 덮일 배관은 일반 노출 배관보다 더 가혹한 환경이라 할 수 있다. 페인팅 스펙을 작성하여 이에 따라 코팅을 하게 되는데 내열성이 강한 에폭시(Phenolic Epoxy)나 TSA(Thermal Sprayed Aluminum) 코팅이 제대로 설계 및 시공이 되었는지 확인해야 한다.
b. 외장재 시공 품질 (Bad Workmanship 방지): 보온재를 감싸는 알루미늄이나 SS/알루미늄 커버의 겹침(Overlap) 방향이 위에서 아래로 되어 있어 빗물이 안으로 들어가지 않는 구조인지 확인해야 한다. 현장에서 놓치기 쉬운 부분이나 부식 방지(Corrosion Protection)을 위해서 중요하다. 밸브나 지지대(Support) 주변의 실링(Sealing) 처리가 미비하게 되면 그 부분도 바로 CUI의 시작점이 될 수 있다.
c. 히트 트레이싱(Heat Tracing) 배치: 열선이 배관 코팅에 직접적인 손상을 주지는 않는지, 그리고 열선 설치 이후 보온재 마감이 기밀하게 유지 되는지를 철저하게 확인해야 한다.
4) H2S (황화수소) 유발 부식
a. H₂S가 유발하는 부식
공장 내 운전되는 유체내에 H2S가 포함되면 다음 세 가지 부식을 일으키며 이 부식을 방지(Corrosion Protection) 하는 것이 사워(Sour) 서비스 설계의 핵심이다.
- Pitting Corrosion (공식): 앞서 설명했듯이, 국부적으로 구멍을 뚫어 관통시키는 부식을 유발한다.
- SSCC (Sulphide Stress Corrosion Cracking): 인장 응력과 H2S가 만나 금속이 유리처럼 갑자기 깨지는 현상이다. 용접부의 경도(Hardness)가 높을수록 잘 발생하게 된다.
- HIC (Hydrogen Induced Cracking): 수소 원자가 금속 내부로 들어가서 기포를 형성하고, 내부에서 균열을 만드는 현상이다. (SOHIC는 이 균열들이 응력을 따라 수직으로 연결되는 더 위험한 균열이다.)
b. 자재 선정 전략
자재는 부식에 강한 CRA 재료를 선정하는데, 탄소강(CS) + HDPE 라이닝을 쓰는 경우도 있다. 비싼 CRA(니켈 합금)를 쓰는 대신, 구조적 강도는 탄소강이 책임지고, H2S와의 직접적인 접촉은 HDPE 라이닝이 차단하는 가성비가 높은 전략을 채택하는 것이다.
c. NACE MR0175 / ISO 15156 의 적용
보통 플랜트에서 이러한 H2S가 많이 포함된 경우 NACE MR0175 적용을 해서 부식을 방지 (Corrosion Protection)을 하게 되는데, 그 코드 적용내용은 다음과 같다.
- 경도 제한 (Hardness Limit): 용접부와 열영향부(HAZ)의 경도를 보통 22 HRC (248 HV) 이하로 관리하도록 한다. 경도가 높으면 SSCC에 취약해지기 때문이다.
- HIC Resistant Steel: 탄소강을 그냥 그대로 쓸 때는 황(S) 함량을 극도로 낮추고(0.002% 이하 등), 개재물 형상을 제어한 HIC 전용 강재를 주문해야 한다.
- PWHT(후열처리) 필수: 잔류 응력을 제거하여 응력 부식 균열(SSCC)의 발생 원인 자체를 없애기 위해 실시한다.
5) LME (Liquid Metal Embrittlement, 액체금속취화)
- 현상:
- 오스테나이트 스테인리스강이나 니켈 합금이 700°C 이상의 고온(용접 중이거나 화재 발생 시)에 노출된 상태에서 액체 상태의 아연(Zn)과 접촉하면, 아연이 금속의 결정립계를 급격하게 파고 들어가게 된다.
- 결과:
- 멀쩡하던 SS강이나 니켈합금 배관이 순식간에 유리처럼 깨져버리는데 이를 LME라고 하며, 예고 없이 순식간에 발생하기 때문에 대응할 시간조차 없게 된다.
- 평상시에 큰 문제가 없지만, 화재가 나면 상황이 달라지게 된다. 머리 위에 있는 아연 도금 구조물이 녹아서 뜨거운 ‘아연 비’가 되어 스테인리스 배관이나 니켈 합금 위로 떨어지면 배관이 열을 받아서 팽창하고 있는 와중에 아연이 닿는 순간, 배관이 터지면서 유체가 유출되고 화재가 걷잡을 수 없이 커진다.
- 현장용접 및 시공 관리시 방지 방안
- 용접 전 오염 제거: 스테인리스 배관 주변에서 아연 도금 강재를 그라인딩하거나 산소 절단하지 못하게 해야 한다. 아연 가루가 SS 배관에 묻은 채 용접하면 바로 크랙(Crack) 이 발생할 수 있다.
- 도구 구분: 아연 도금 강재를 만졌던 장갑, 와이어 브러시를 스테인리스강에 공용으로 쓰지 않도록 엄격히 분리(Segregation)해야 한다.
- 아연 함유 페인트(Zinc-rich Primer) 금지: 보온재 하부(CUI) 방지 등을 위해 스테인리스에 페인트를 칠할 때, 절대 아연이 든 페인트를 쓰면 안 된다.
- 방지 대책: 요즘 발주처에 오는 SPEC을 보면 (특히 Shell DEP spec이 적용된 경우), galvanized 된 배관이나 철골 아래에 있는 스테인리스강이나 니켈강의 윗면에 알루미늄 Cover를 씌어서 화재가 발생하더라도 아연액체가 직접 접촉을 하지 않도록 한다.
6) 갈바닉 부식 (Galvanic Corrosion)
갈바닉 부식은 전위차가 있는 서로 다른 두 금속이 접촉하게 되면 발생하는 전기화학적인 부식현상을 말한다. 발생원리를 살펴보면 두 금속이 접촉하면 두 금속 사이의 전위차로 인해 마치 ‘건전지’와 같은 회로가 형성되게 된다.. 이때 상대적으로 전위가 낮은 금속은 양극(Anode)이 되어 전자를 잃고 급격히 부식되며, 전위가 높은 금속은 음극(Cathode)이 되어 보호받게 된다.
갈바닉 부식을 방지하기 위해서는 금속간 접촉을 하더라도 전위차가 작은 금속끼리 접촉하게 되고, 접촉하게 되면 절연 가스켓등 절연체를 삽입하는 방식으로 부식을 방지(Corrosion Protection)를 하게 된다.
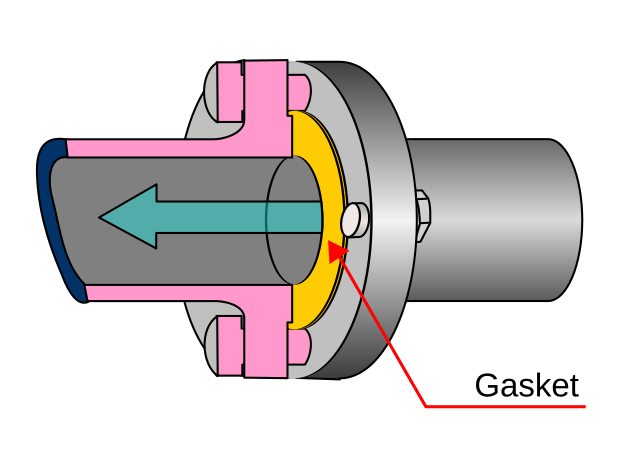
[절연 가스켓, 이미지: Wikimedia Commons (Public Domain)]
갈바닉 부식 및 부식방지(Corrosion Protection)에 대해 자세한 사항은 이 블로그의 글 ‘이종 금속 연결 시 주의할 점: 갈바닉 부식(Galvanic Corrosion) 메커니즘과 4가지 방지 대책‘을 참조하기 바란다.
3. 결론_마무리
지난 1편과 2편을 통해서 플랜트 및 기타 공장에서 발생할 수 있는 다양한 부식 현상과 그것을 방지(Corrosion Protection)할 수 있는 다양한 방안 및 재료 선정에 대해 알아 보았다. 오랜 기간 현장에서 일하다 보면 부식문제가 얼마나 중요한 지를 잘 알게 되었는데, 부식을 방지하기 위해 부식에 강한 재료를 선정하거나 페인팅이나 Claddig을 하고, Cathodic Protecton을 하는 등의 부식방지(Cathodic Protection) 방안에 대한 내용을 충부히 공부하고, 설계에서 경제적으로 반영하여야 한다.
부식과 재료선정에서 어려운 점은 부식을 방지(Corrosion Protection)하는 것이 중요한 문제이지만, 그렇다 하더라도 무작정 부식에 강한 재료를 선정하다 보면 공장 건설비용이 너무 높아지기 때문에, 부식을 방지하면서 비용은 최소화할 수 있는 지점의 재료를 선택하는 것이 중요하다. 이 부분은 많은 지식과 경험을 바탕으로 철저한 프로세스 및 재료에 대한 조사가 필요한 사항이다.
- 참조자료: 위키백과_부식
ⓒ 2026 Material-Welding-PE.com All rights reserved. 본 콘텐츠의 저작권은 저자에게 있으며, 출처를 밝히지 않은 무단 전재를 금합니다