
금속 재료, 특히 고강도강을 다루는 설계 및 제조 현장에서 가장 경계해야 할 불량 중 하나가 바로 수소취성(Hydrogen Embrittlement)이다. 겉보기에는 멀쩡한 부품이 하중을 견디지 못하고 갑자기 유리처럼 파괴되는 이 현상은 대형 사고로 이어질 위험이 크다. 현장 설계 엔지니어로서 금속재료 선정부터 현장 시공까지 가장 주의해야 할 금속 취화일종인 수소(Hydrogen)취성의 개념부터 원인, 그리고 실무적인 대책을 정리한다.
1. 수소취성의 개념과 위험성
수소취성이란 금속 내부로 침투한 수소(Hydrogen) 원자가 재료의 연성과 인성을 급격히 저하시켜, 금속을 취약하게 만드는 현상을 말한다.
가장 큰 특징은 고강도강일수록 그 민감도가 높다는 점이다. 일반적으로 인장강도가 100kgf/mm2 이상인 강재에서 현저하게 나타나며, 외부에서 가해지는 힘이 재료의 항복강도보다 낮음에도 불구하고 예고 없이 파괴를 일으킨다.
2. 수소(Hydrogen)의 유입 원인과 메커니즘
수소(Hydrogen)취성은 강도가 높은 고장력강이나 합금강에서 치명적인 결함을 일으키며, 수소(Hydrogen)는 금속의 제조부터 실무 적용 환경에 이르기까지 다양한 경로를 통해 내부로 침투한다. 주요 유입 경로를 단계별로 분류하면 다음과 같다.
1) 제조 및 가공 단계 (Manufacturing & Processing)
재료가 최종 부품으로 만들어지는 과정에서 화학적 처리에 의해 수소가 유입된다.
- 산세 공정(Pickling): 금속 표면의 스케일(Oxide Scale)을 제거하기 위해 염산이나 황산 등의 산성 용액에 담글 때, 산과 금속의 반응으로 발생한 원자 상태의 수소가 내부로 침투한다.
- 전기도금(Electroplating): 아연, 크롬, 니켈 도금 시 전해액 속의 수소 이온이 환원되면서 금속 표면에 흡착되고 내부로 확산된다. 특히 볼트나 너트 같은 고장력 체결 부품에서 가장 빈번하게 발생하는 유입 경로다.
- 열처리 분위기: 수소 가스를 포함한 환원성 분위기에서 열처리를 수행할 경우, 고온에서 수소의 확산 속도가 빨라져 대량의 수소가 고용될 수 있다.
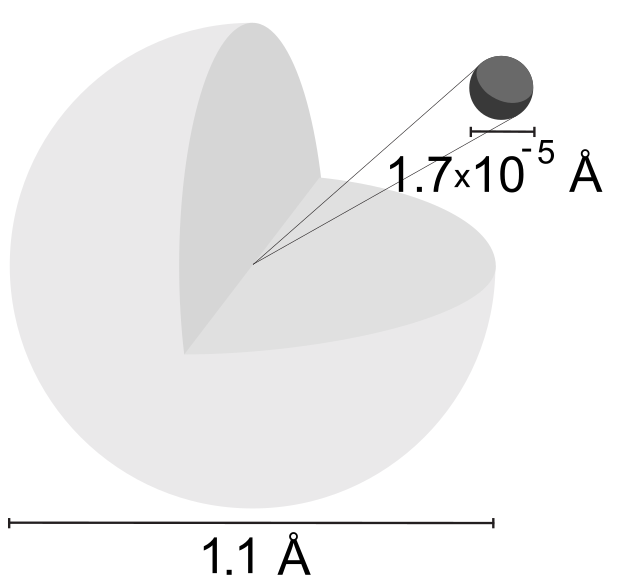
Hydrogen atam, 이미지 출처: Wikimedia Commons (Public Domain)
2) 용접 공정 (Welding Process)
용접은 고온의 아크열에 의해 주변의 수분이 분해되면서 다량의 수소가 용융 금속으로 유입되는 환경을 제공한다.
- 용접봉의 흡습: 피복 아크 용접봉(SMAW)의 피복제가 습기를 머금고 있을 경우, 아크열에 의해 수분(H2O)이 분해되어 수소(Hydrogen) 원자가 용접 금속 내부로 유입된다.
- 보호 가스의 불순물: TIG나 MIG 용접 시 사용하는 보호 가스에 수분이 포함되어 있거나, 가스 공급 라인의 누설로 대기 중의 수분이 유입될 때 발생한다.
- 모재 표면의 오염: 용접부 표면에 묻은 기름, 페인트, 녹(Rust) 등 유기 화합물이나 수분이 열분해되면서 수소를 발생시킨다.

Welding Work, 이미지 출처: Pexel
3) 부식 및 사용 환경 (Corrosive & Service Environment)
부품이 실제로 사용되는 과정에서 주변 환경과의 화학 반응을 통해 수소(Hydrogne)가 발생한다.
- 전면 부식 및 국부 부식: 금속이 산성 용액이나 부식성 환경에 노출되면 부식 반응(산화)의 대극 반응으로 수소 이온이 환원되어 수소 가스가 발생하며, 이 중 일부가 금속 내부로 침투한다.
- 음극 방식(Cathodic Protection): 부식을 방지하기 위해 과도한 전류를 흘려주는 경우(과방식), 금속 표면에서 수소 발생 반응이 촉진되어 역설적으로 수소취성을 유발할 수 있다.
- 황화수소(H2S) 환경: 석유 화학 설비 등에서 황화수소가 존재하는 경우, 황(S) 성분이 수소 원자가 수소 분자(H2)로 결합하는 것을 방해하여 수소 원자가 금속 내부로 더 잘 침투하게 만든다. 이를 황화물 응력 부식 균열(SSCC)이라 부른다.
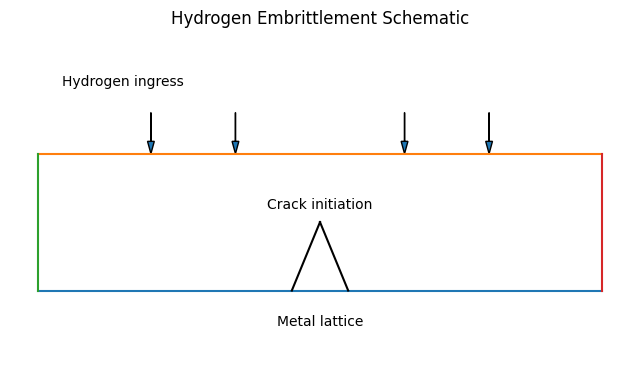
금속 격자 내부로 들어온 수소(Hydrogen) 원자는 응력이 집중되는 결함 부위(Grain Boundary, Dislocation)로 모여든다. 이곳에서 수소 원자가 결합하여 수소 가스(H2) 상태가 되면 내부 압력이 급상승하며 미세 균열을 형성하고, 결국 재료를 파괴에 이르게 한다.
3. 지연 파괴(Delayed Failure)의 공포
수소(Hydrogen)취성의 가장 치명적인 특징은 지연 파괴에 있다. 부품이 설치된 직후가 아니라, 일정한 인장 하중을 받는 상태에서 일정 시간이 경과한 뒤 갑자기 파손된다. 이는 육안이나 일반적인 검사로 예측하기가 매우 어려워 실무적으로 가장 까다로운 관리 대상이다.
1) 지연 파괴의 발생 과정 (3대 요소)
지연 파괴는 다음 세 가지 조건이 충족될 때 주로 발생한다.
- 수소의 존재: 산세(Pickling), 도금, 용접 과정에서 수소 원자가 금속 내부로 침투한다.
- 인장 응력: 외부 하중뿐만 아니라 가공이나 용접 시 발생한 잔류 응력이 인장 응력으로 작용한다.
- 민감한 재료: 강도가 높은 고장력강일수록 수소취성에 의한 지연 파괴에 더 취약하다.
2) 지연 파괴의 메커니즘
- 수소의 확산: 금속 조직 내에 들어온 미세한 수소 원자들이 인장 응력이 집중되는 곳(노치부, 전위 집합 구역)으로 이동한다.
- 압력 형성: 수소(Hydrogen) 원자들이 결함 부위에서 서로 결합하여 수소 분자(H2)가 되면 부피가 커지면서 내부 압력이 급상승한다.
- 미세 균열 발생: 내부 압력이 재료의 결합력을 이기지 못할 때 미세한 균열이 시작된다.
- 시간 지연 후 파괴: 균열이 서서히 성장하다가, 어느 순간 재료가 견딜 수 없는 임계치에 도달하면 외견상 아무런 징후 없이 갑자기 파괴(지연 파괴)된다.
4. 수소취성 방지 대책
현장에서 수소취성을 억제하기 위해서는 수소의 유입을 차단하고, 이미 침투한 수소는 신속히 제거해야 한다.
- 베이킹 처리(Baking): 도금 공정 직후, 약 200°C의 온도에서 4~24시간 동안 가열하여 내부 수소를 외부로 방출시킨다. 이는 가장 확실하고 보편적인 방지책이다.
- 저수소계 용접봉 사용: 용접 시 수소 함량이 극히 낮은 저수소계 용접봉을 사용하고, 철저한 건조 관리를 통해 수분 유입을 차단한다.
- 산세/부 억제제 사용: 산세 공정에서 과도한 반응을 막기 위해 억제제(Inhibitor)를 첨가하여 수소 발생량 자체를 줄인다. 부식 반응 중에 발생하는 수소의 침투를 막기 위해 부식 억제제를 사용하거나 환경을 개선한다.
- 표면 처리 방식 변경: 수소 침투가 심한 전기도금 대신 기계적 아연도금이나 수소 발생이 적은 공법으로 대체한다.
- 잔류 응력 제거: 응력 제거 풀림(Stress Relieving)을 통해 수소가 모여들 수 있는 에너지원을 차단한다.
5. 결론
수소취성은 금속의 강도만을 맹신할 때 발생하는 치명적인 결함이다. 고강도 재료를 사용할수록 철저한 베이킹 공정 준수와 환경 관리가 필수적이다. 재료의 특성을 정확히 이해하고 공정별 맞춤 대책을 수립하는 것이 품질 사고를 막는 유일한 길이다. 금속재료의 결함은 점,선,면,체적 결함으로 분류된다. 수소취성의 경우 수소원자가 침입형 원자로 점결함으로부터 시작하여 균열이라는 체적결함으로 연결된다.
현장 기술사의 Insight: 수소는 기다려주지 않는다 => 전기도금이나 산세 작업 후 베이킹 처리는 선택이 아닌 필수다. 특히 작업 종료 후 4시간 이내에 베이킹을 시작하지 않으면 수소는 이미 금속 조직 깊숙이 박혀버린다. 나중에 깨지고 나서 ‘왜 그랬을까’ 후회해봐야 소용없다. 엔지니어는 눈에 보이지 않는 수소 원자와의 속도전에서 승리해야 한다.
- 참조자료: 위키백과 수소취성화
ⓒ 2026 Material-Welding-PE.com All rights reserved. 본 콘텐츠의 저작권은 저자에게 있으며, 출처를 밝히지 않은 무단 전재를 금합니다.